Industrial Vision for Product Quality Inspection
Company Profile
The client is a well-known global pharmaceutical and healthcare company headquartered in London, UK. It focuses on the development of new drugs and vaccines, with revenue of £29.324 billion in 2022, and its products are sold worldwide.
➢ Challenges in Automated Production
During production, the factory commonly faces the following product quality issues:
-
Inconsistent dimensions: slight size differences may occur, but excessive discrepancies can lead to improper packaging or failed sealing.
-
Shape deformation: products may be squeezed or deformed during transportation or storage, resulting in poor appearance or malfunction.
-
Color mismatch: printing color deviations may cause products to differ from expected colors.
-
Printing defects: blurring, missing prints, misalignment or incomplete printing, affecting appearance and quality.
➢ Project Requirements
Automatically inspect product appearance features, including color, accuracy and completeness of text content, printing quality of barcodes and inkjet codes, to ensure products meet predefined standards.

Actual Inspection Scenario
➢ Hardware Installation
High-resolution industrial cameras and light sources are installed to capture product images. Cameras are mounted at appropriate positions on the production line for inspection, with a speed of up to 200 items per minute for high-speed lines.
➢ Image Acquisition
Industrial cameras capture product images from all angles to ensure completeness, resolution and clarity. Images are transmitted to a computer system for processing.
➢ Image Processing
Image processing algorithms are applied for denoising, enhancement and correction to improve accuracy and reliability in subsequent steps. Product color, text, barcodes and other features are extracted.
➢ Feature Extraction & Matching
Extracted features are compared with predefined standard features including design patterns, colors and product names, using feature matching algorithms and machine learning methods.
Color analysis algorithms verify color consistency; products are marked as non-conforming if deviations exceed thresholds.
OCR (Optical Character Recognition) converts image text into readable data and compares it with expected content; incorrect or incomplete text results in non-conforming status.
Barcode recognition and image processing inspect printing quality, including clarity, integrity, accuracy and placement of barcodes and inkjet codes.
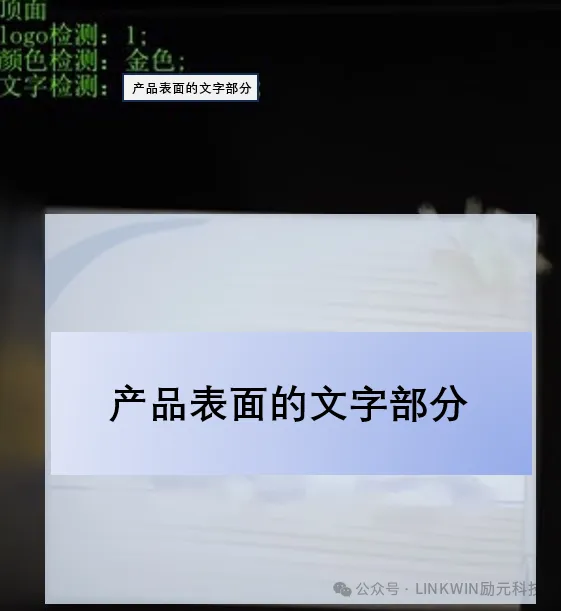
Inspection Effect (Diagram)
✔Automated Inspection: Industrial vision automatically inspects appearance features with higher speed and accuracy than manual inspection, improving production efficiency.
✔ Enhanced Quality Control: Precise detection of quality issues in real time reduces defect rates and improves overall quality.
✔ Consistency & Standardization: Ensures every product package meets predefined standards for size, shape, color and printing, guaranteeing uniform appearance and quality.
✔ Real-Time Feedback & Recording: Instant inspection results flag non-conforming products for timely correction, preventing defective output. Recorded data supports quality traceability and analysis.
✔ Cost Savings: Reduces manual inspection time and labor costs. The system processes high volumes efficiently with reliable results.
Disclaimer: Some materials are sourced from the Internet. Please contact us for removal if any infringement exists.
About us



